
Geverboxê extruder plastîk
Gearboxa extruderê plastîkî, hilberînerên gearboxa extruder, firotina gearboxa extruder, tamîrkirina gearboxa extruder, gearboxa extruder stêrlîn, gearboxa extruder duçerxe
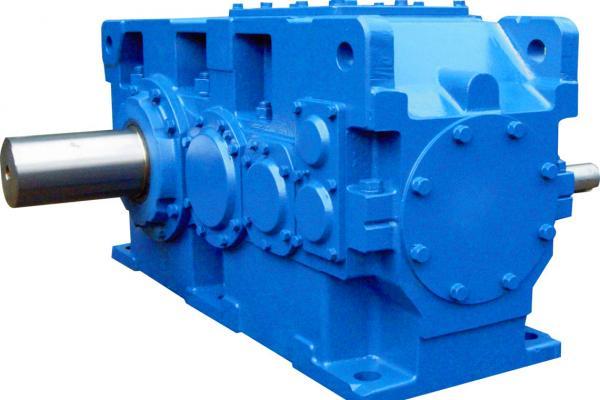
ZLYJ gearbox surface surface zexmkirina bilind-hişk-dirançêkirî belt thrust pêkhateya veguhastina ji bo extruder screw plastîk dîzaynkirin e. Sêwirana hilberê taybetmendiyên teknîkî yên ku di JB / T8853-2001 de hatine diyar kirin qebûl dike. Ew ji bo perçeyên gerden û şehît pola alloy ya bihêz çêdike. Gear ji hêla karbûrîzekirin, vemirandin û dirûnê ve tête kirin. Rastbûna gearê GB10095-88.6 e. Serhişkiya rûyê diranê HRC54-62. Bendek hilmek pir-mezinahî li dawiya pêşiya şafta derketina holî tête rêkûpêk kirin ku li hember hêza xebata axî ya zirav bisekine. Parçeyên sereke yên standard ên wekî hilgir û morkirinên neftê ji hilberên kalîteyên navxweyî têne çêkirin, û li gorî hewcedariyên bikarhêner jî dikarin bi hilberên îthalkirî werin stendin. Tevahiya makîneyê xwedan taybetmendiyên qebareya piçûk, kapasîteya hilgirtina bilind, veguhastina stabîl, dengek kêm û bandorek mezin e. Performansa hilberê gihîştiye asta pêşkeftî ya navneteweyî.

Taybetmendiyên performansê:
Têkiliya qutikê û hilbera bargiraniyê hêza axiali dijber dike, û hilberê encamker li jûreya rûnê ya gearboxê tête rêve kirin ku pêbaweriya xebitandinê baştir bike.
Verastkirinên piçûk dikarin werin bikar anîn ku mesaiya navendê sererast bikin
Hêza veguhastina bilind, dikare li hember tewra bilind û hêza axî bisekine
Gearbox-a taybetî ji bo extruder pêkhateyek veguhastinê ye ku bi kapasîteya barkirina bilind rûyê didanek hişk a bi rûnişkandina thrust ve hatî çêkirin ku bi referansa hilberên wekhev ên biyanî re ji bo extruderê şûşa plastîkî ye. Sêwirana hilberê taybetmendiyên teknîkî yên ku ji hêla ZBJ19009-88 ve hatine diyarkirin qebûl dike. Taybetmendiyên wê ev in ku zincîr û beşên şiftê ji polayê alloy-hêza-bilind hatine çêkirin, ji hêla karbûrîzekirin, vemirandin û dirûnê ve têne pêvajo kirin. Rastbûna gearê GB10095-88, asta 6. Serhişkiya rûyê diranê HRC54 62. Bingolek mezin a mezinahiyê li dawiya pêşiya şaha têketina zirav tête rêve kirin ku li hember qewirandina axî ya qurmê bisekine. Tevahiya makîneyê xwedan avantajên qebareya piçûk, kapasîteya hilgirtina bilind, veguhastina stabîl, deng kêm û karîgeriya bilind e.
Taybetmendiyên Gearbox-ê yên extruder:
—— Sêwirana modulî, qada veguhastina fireh û belavkirina xweş û maqûl;
——Sêwirana şiklê ji bo veavakirina sazkirinê ya gerdûnî ya giştkî guncan e;
——Exbêra ji hêla makîneya pêlhevkirina amûrê-rastkirina bilind ve bi veguhastina hevseng, deng kêm û% 98 karîgeriya di navbera qonaxan de;


Machineertên karûbarê Gearbox-ê ji makîneya ekstrusyonê veqetandî:
1. Leza şaha leza bilind a Gearboxê ji 1500r / min zêde ne.
2, germahiya jîngeha xebatê 0-35C ye. Gava ku dorhêla germahiyê li derveyî bendan e, cîhazê germkirinê an sarbûnê li gorî hewcedariyên bikarhêner dikare cuda were amadekirin.


- Pêşkêş
ZLYJ Extruder Plastic Gearbox celebek civata gerdana hişk a rastkirina bilind e ku bi taybetî ji bo extrudera plastîk / lastîk ya tek-tek hatiye sêwirandin. JB / T 8853-2001 digirin Extruder Plastîk Sîlindirîk Gearbox wekî referansek ji bo sêwiranê, hilberên pola alloy kêm-karbonê ya bihêz ji bo gerdan û mîlî, bi tenişta diranan carbureted, vemirandin û erdê, ji bo bicîhkirina rastbûna gear di Asta 6 (GB / T 10095) û serhişkiya milê diranan HRC54 62. Bergek pişkek mezin li pêşiya şafta hilberandinê tê siwarkirin da ku zexmeyê ji qurmê hilgire.
- Qadê bikar bînin
- Zivirîna ketina tevgera sereke dê ≤ 1500 rpm be.
- Dê leza dorpêçê ya ajotina gearê m 20m / s be.
- Germahiya hawîrdora xebatê divê di nav -40 ℃ ~ 45 de be. Rûnê rûnê li jor 0 Pre germ bikin an dema ku germahiya derdorê di bin 0 de be rûnê rûnê rûnê kêm hilbijêrin.
Not:
- Zivirandin hem ber û hem jî paş ve heye. Lêbelê, şafta bilez a hin cûreyên Gearboxa extruderê Plastîkî xwedan pompeya rûnê yek-rê ye ku wekî defaault li şafta derketinê ya ku li gorî saetê dizivire rêve dike.
III. Extruder Plastic Types Gearbox
Navnîşên hilberê hilberê: Dema ku radest kirin, hemî Gearboxa extruderê Plastîkî bi navnîşan ve têne girêdan da ku ji bo armanca lênihêrînê, ku dê bi rengek bêkêmasî neyên rakirin, celeb, şiyan, dîroka hilberînê, jimareya fabrîkayê û taybetmendiyên din diyar bikin.
- Sazkirin û Girêdana Gearbox-a extruder-a Plastîk
- Bawer bikin ku bingeha sazkirina Gearbox-a extruder-a Plastîkî ast, ewledar û aram e. Bi baldarî sazkirinê li derûdora xebata taybetî deynin. Gava ku hemî dîkên lengerî bi yeksengî werin teng kirin, pê ewle bine ku qurmê ku ketiye şofa derketinê bi azadî û rêkûpêk bizivire.
- Têkiliya tezmînata çewtiyê dê di derheqê pêwendiya Gearbox-a extruderê Plastîkî de bi tevgera sereke re serdest be. Hevsengiya beşê girêdana xeta navîn a axî ya mîlê têketinê ya extruder Plastic Gearbox misoger bikin. Deviation axial û veguheztina goşeyê kontrol bikin, ku deviya ku du dê di nav nirxa destûrdayî ya girêbarê de hatî bicîh kirin be.
- Li gorî nimûneya hilberê li gorî şertê ku tekerê kemberê, alav û zincîra zincîra ajotinê ji bo ketin û derketina hêza ajotinê ya Extruder Plastîk Gearbox, domdariya radyayî ya zêde ya mîlî ya Gearboxa extruder Plastîk kontrol bikin. Li beşa navîn a şafta ketinê, dê hêza radyalê ya zêdeyî ji (N) ê zêdetir nebe, ku tê de kêliya têketina Gearboxa extruder-a Plastîk (NM).
- Piştî sazkirinê, dema ku hûn bihevra belav dikin, di Gearbox-a extruder-a Plastîk de rûnê rûnê dagirin, heya ku bigihîje xeta navendî ya pointerê rûnê.
- Bi pergala sarbûna avê ve werin girêdan û vemirînin da ku ka gelo lebatên xwîn rijiyane yan na.
- Hêza xwe vekin ku bi demkî Extruderê Plastîk Gearbox-ê bê barkirin. Vebijêrin ka lûleya lubrifikanê xwîn diherike an diherike, parçe û pêkhate şil dibin û çi deng çêdibe. Ger her tişt baş e Dibe ku Gearbox-a extruderê Plastîk were radest kirin.

Baldarî:
◇ Berî sazkirina girêdan ji nû ve-girêdana dabînkirina hêzê bi motorê re qut bikin û pêşî lê bigirin (bi etîketek hişyarkirinê û hwd.)
◇ Lêdana bi çakûç an amûrên din ên bi vî rengî destûr nayê dayin dema ku girêdan û zincîrên piçûk li ser dawiya mîlî siwar dibin.
◇ Dema ku tekerê kemberê saz dikin tengasiya rastîn a kemerê piştrast bikin.
◇ Li ser beşa derketinê zorê bi zorê saz nekin an rakin.
◇ Hoodeya parastinê dê ji perçeyên dorpêç ên derveyî Gearbox-a extruder-a-plastîk re were peyda kirin (mînakî girêdan, qurika qayişê, û hwd.).
◇ Antirust, pîsî an deqên din ên li ser dumahîk û rûyê flange yê şiftê girêdanê bi tevahî rakin. Solvent ji bo paqijkirinê destûr e lê ew ê rê li ber herikîna ber mohra lêvê ya hêmanên morkirinê yên dawiya şafe were girtin.
- Operasyona Gearbox-a extruder-a Plastîk
Muayeneyên berî operasyonê:
- Berî xebitandinê, kontrol bikin gelo di Gearbox-a extruder-a Plastîkî de rûnê rûnê rûnê heya asta guncan di hundurê wê de heye. Di rewşa kêmbûnê de rûnê pêve bikin.
- Divê hemî beşên girêdanê ewle bin. Dê hemî alavên parastinê temam bibin.
- Kontrol bikin ka hawîrdora hawîrdor di binê 0 ℃ de ye, heke erê, rûnê rûnê rûn bikin ser jor 0.

Operasyona Gearbox-a extruder-a-plastîk:
- Gearbox-a Extruder-a Plastîkî ji bo 5 ~ 10 hûrdeman bê barkêş bixebitînin (heke Gearbox-a extruder-a-plastîk bi pompeya kêşanê ya motorê ve hatî stendin, pêşî pompeyê dest pê bikin) da ku bi rêkûpêk hilgir û gerdûnan rûn bikin. Ger Gearbox-a extruder-a Plastîk cara yekem were bikar anîn, piştî ku betal xebitî, her gav ji bo 20 ~ 1 demjimêran heya hilbera tevahî navnîşê gav bi gav li 2% barkirina nirxê zêde bikin. Ger her tişt baş be bikeve nav xizmetê.
- Di dema operasyonê de, dem bi dem zêdebûna pileya Gearbox-a extruder-a Plastîk bişopînin û binivîsin. Ger zêdebûna germahiya Gearboxa extruderê Plastîkî 70 s an germahiya rûnê 100 s derbas bike, Gearboxa extruderê Plastîk rawestînin da ku pirsgirêkan bibîne û çareser bike. Ger hewce be bi beşa karûbarê firotanê ya me re têkilî daynin. Berî ku dîsa Gearbox-a extruderê Plastîk dest pê bike rûnê rûnê şûngir bikin.
- Gearboxa extruder-a Plastîkî dê wiha were sekinandin: Kunka xwarinê bidin girtin û, piştî ku hemî materyalên di kunê de hatin veguhastin, dabînkirina hêzê ya Gearbox-a extruder-a Plastîk vemirînin (ger Gearbox-a extruder-a-plastîk bi alavê ve girêdayî be pompeya motorê, pêşî pompeyê girtin)
- Di bûyera bêkarbûnê de her 2 heya 3 hefteyan Gearbox-a Extruder-a Plastîk bixebitin.
- Di hundurê û derveyî Gearbox-a extruder-a-plastîk de di bûyera bêkariyê de 6 mehan de tevdîrên dijî-rust bikin:
Rûnê rûnê tije dagirin, dawiya mîlî û rûyê nexşandî bi malzemeyên mûşê dijî-rust bikin û bi rûnê lubricasyonê mora lêv a perçeyên axe yên morkirinê li dijî ketina narkotîkê biparêzin.
Baldarî:
◇ Di gava xebata destpêkê de, pompeya rûnê dibe sedema dengek bilind a ku ji vîskozîtaya bilind a rûnê rûnê û berxwedana mezin a şilkirinê ya li dijî pompeya rûnê, ku dê digel zêdebûna germahiya rûnê rûnê hêdî hêdî bimirin
◇ Ger pompeya rûnê di dema xebata normal a Gearbox-a extruder-a Plastîk de dengek mezin digire, parzûna rûnê paqij bikin da ku boriya petrolê derbas bibe.
◇ Di dema xebitandina wê de dem bi dem lerizîna nefta Gearbox-a extruder-a-plastîk bişopînin, û heke hebe, ji bo çareserkirina pirsgirêkê Gearbox-a extruder-a-Plastîk rawestînin.
- Tamîr û Piştevanî
- Navbera demî ya tamîr û domandinê
|
Dema navendê |
Tamîr û domandin |
|
Operasyona normal |
Germahiya Plastîkê kontrol bikin extrude Gearbox: ne bêtirî 90 ℃ dema ku rûnê rûnê madenî bikar tînin ne ku ji 100 l zêdetir dema ku rûnê rûnê sentetîkî bikar tê Kontrol bikin ka dengek anormal a Gearbox-a extruder-a Plastîkî heye? Vebijêrin ka lehiyek Extruder Plastic Gearbox heye |
|
Piştî xebata 500 ~ 800 saetan |
Piştî operasyona destpêkê veguherîna yekem a rûnê rûn Asta rûnê kontrol bikin da ku dagirtina rûn diyar bikin |
|
Her operasyona 3000-saetî, bi kêmîve salê carek |
Rûnê rûnê rûn bikin, û, di rewşa hawîrdora derveyî an şil de, bicîh bikin ku naveroka avê di rûnê rûnê de ji 500ppm zêdetir nebe Rûnê rûnê rûnê mîneral veguherînin (saeta xebatê ji 8h rojane kêmtir) Pûşa hewayê paqij bikin |
|
Wekî şerta xebitandinê, herî kêm 3 meh carek |
Li şûna rûnê rûnê mîneral (xebata domdar a dirêj) Vebijêrin ka qulika hevbeş heye? Rewşên amûrên qirêj û rûn û sarbûnê kontrol bikin Fîlîterê rûnê rûnê paqij bikin û heke hewce be navika parzûnê li şûna xwe bicîh bikin |
|
Wekî şerta xebitandinê, kêmî salê carek |
Li şûna rûnê rûnê sentetîk |
|
Wekî per hawîrdor û rewşa xebitandinê |
Rengê parastinê (rustproof) li ser rûyê çêtir bikin an şûna wê bigirin Rûyê derveyî û Gearbox-a extruderê Plastîkî paqij bikin Amûrên aksesûarê yên hatine stendin venêrin |
- Navbera demê ya veguheztina rûnê rûn

Bi rêkûpêk li şûna rûnê rûnê tîrêjê yê taybet Gearbox-ê extruder-plastîk ku li hawîrdorek giran dixebite biguherînin. Nîgara li jêr navberê demjimêra veguheztina rûnê rûnê di hawîrdora normal de nîşan dide. CLP HC behsa PAO rûnê rûnê sentetîkî dike.
(1) Dema operasyonê (2) Germahiya domdar di hemama rûnê de (nirxa navînî 70)
VII. Analîz û Çareseriyên Çewtiyê
|
Fault |
sedemên |
Solutions |
|
Fault |
sedemên |
Solutions |
|
Dengê operasyonê anormal û rêkûpêk |
A. Dengê zivirandin / mêlkirinê: hilgir zirarê B. Dengê lêdan: joggling nehevseng |
A. Rûnê rûnê vexwarinê kontrol bikin û hilberê veguherînin B. Guomao re têkilî daynin |
Rijîna rûnê rûnê: Rûyê junksiyonê yê extruderê Plastîk Gearbox Rûyê rûyê dawiya Gearbox-ê ya extruder-a-plastîk Cover of the hole hole of Plastic extruder Gearbox Xala morkirina şafta ajotinê Pêveka derxistina rûn Plug hewa |
Hêsandina beşên girêdana Gearbox-ê ya extruder-a Plastîk Hêsinkirina zincîra girêdanê Sazkirina çewt a parçeyên morkirinê Zirar / pelçiqandina perçên morkirinê Têkiliya azad Asta rûnê rûnê rûnê pir zêde Sazkirina çewt |
Ger hewceyê pêçikên girêdanê kontrol bikin û yên vegirtî qayim bikin Dabeşa morkirinê kontrol bikin û ger hewce be wê veguherînin Asta rûnê kontrol bikin / westandinê baştir bikin Guoma re têkilî daynin |
|
|
Dengê operasyona ne normal û ne rêkûpêk |
Paqijiya rûnê rûn |
Rûnê rûnê vekin, operasyonê rawestînin û bi Guomao re têkilî daynin |
||||
|
Dengê anormal li perçên sabit ên Extruder Plastic Gearbox |
Fastener of Extruder Plastic Gearbox winda dibe |
Fasteners kontrol bikin û yên hatine diyarkirin bikar bînin |
||||
|
Germahiya operasyonê pir zêde |
A. Li pir rûnê rûn B. Pîrbûn û xerabûna rûnê rûn C. Nefta pir di rûnê rûnê de D. Zirara pompeya lubrifikirinê E. Xeletiya pergala sarbûnê |
A. Asta rûnê kontrol bikin û ger hewce be guherînê bikin B. Dema veguherîna rûnê rûnê kontrol bikin C. Rûnê rûnê vekin D. Pompeya lubrifkirinê kontrol bikin û şûna wê bigirin E. Pergala sarbûnê kontrol bikin |
Germahiya pir zêde li ser hilgir |
A. Rûnê rûnê têrker B. Pîrbûn û xerabûna rûnê rûn C. Zirara pompeya lubrifikirinê D. Zirara hilgirtinê |
A. Asta rûnê kontrol bikin û ger hewce be guherînê bikin B. Dema veguherîna rûnê rûnê kontrol bikin C. Pompeya lubrifikirinê kontrol bikin û şûna wê bigirin D Hilgir kontrol bikin û şûna wê bigirin |
|
|
Germahiya zêde-zêde li ser xala morkirinê ya şaftê di dema xebitandinê de diqede |
Di dema sazkirinê de paqijkirina têrker a girêdana dawiya şaftê Running-li parçeyên morkirin û dawiya mîlî |
Dawiya şaftê paqij bikin Wê wekî normal bihesibînin Guoma re têkilî daynin |
Dema ku bi Guomao re têkilî daynin, ji kerema xwe agahdariya jêrîn bidin:
|
Daneyên temam li ser navnîşê |
- |
Cûre û mebestên xeletan |
- |
Dem û diyardeyên xeletan çêbûn |
- |
sedemên |


VIII. Hilbijartina Rûnê Lubricating
Vîskozîtaya rûnê lubrifikirinê li gorî leza periferîk V, hawîrdora xebatê an rêbaza lubrifikirinê ya gerîdeyên leza bilind tê diyar kirin:
Gava ku V≤2.5m / s an germahiya hawîrdor di nav 35 ℃ ~ 50 is de be, rûnê kelûmêlê girtî yê pîşesaziyê yê navîn-barkirî CKC320 an rûnê kelûmêlê girtî yê pîşesaziyê ya giran-CKD320 hilbijêrin;
Dema ku V > 2.5m / s an lubrifikirina dorpêçkirî ya zorê were bikar anîn, rûnê amûrê yê girtî yê pîşesaziyê ya navîn-barkirî ya CKC220 an rûnê alavê girtî ya pîşesaziyê ya giran-giran a CKD220 hilbijêrin.
Dohn
Greaskirina rûnkirinê ji bo Gearbox-a extruderê Plastîk nayê pêşniyar kirin. Heke hewce be bi me re têkilî daynin.
Binêre Pêvek-Maseya Berawirdkirina Rûnê ya Lubrifikirin ji bo hilberên rûnê rûnê rûnê navxweyî û biyanî
- Parçeyên Bikin
Navnîşa Beşên Wear ên Gearboxa extruderê Plastîkî
Lîsteya Pakkirinê ya Gearbox-a extruderê Plastîkî
Pêvek - Sermaseya Berawirdekirina Nefta Gubrik (Rûnê Mubirandina Mîneral):
|
Liq |
ISOVG |
AGMA |
Şandevan |
Cureyê Rûnê Lubrifkirinê |
Vîskozîtî / 40 |
Xala cemidandinê |
|
Liq |
ISOVG |
AGMA |
Şandevan |
Cureyê Rûnê Lubrifkirinê |
Vîskozîtî / 40 |
Xala cemidandinê |
|
220 |
220 |
5EP |
December |
Degol BG220 |
220 |
-21 |
320 |
320 |
6EP |
December |
Degol BG320 |
320 |
-18 |
|
|
BP |
Energol GR-XP220 |
210 |
-27 |
BP |
Energol GR-XP320 |
305 |
-24 |
|||||||
|
castrol |
Alfa SP220 |
220 |
-21 |
castrol |
Alfa SP320 |
320 |
-21 |
|||||||
|
castrol |
Alphamax 220 |
220 |
-24 |
castrol |
Alphamax 320 |
320 |
-18 |
|||||||
|
Chevron |
Petrolê Pîşesazî EP220 |
220 |
-12 |
Chevron |
Petrolê Pîşesazî EP320 |
320 |
-9 |
|||||||
|
xwedê |
Falcon CLP220 |
220 |
-18 |
xwedê |
Falcon CLP320 |
320 |
-18 |
|||||||
|
Esso |
Spartayî EP220 |
226 |
-30 |
Esso |
Spartayî EP320 |
332 |
-27 |
|||||||
|
Exxon |
Spartayî EP220 |
226 |
-30 |
Exxon |
Spartayî EP320 |
332 |
-27 |
|||||||
|
Fuchs |
Renolin CLP220 Plus |
223 |
-23 |
Fuchs |
Renolin CLP320 Plus |
323 |
-21 |
|||||||
|
Berav |
Gulf EP Lubricant HD220 |
219 |
-19 |
Berav |
Gulf EP Lubricant HD320 |
300 |
-12 |
|||||||
|
Klüber |
Klüberoil GEM 1-220 |
220 |
-15 |
Klüber |
Klüberoil GEM 1-320 |
320 |
-15 |
|||||||
|
Kuwêt |
Q8 Goya 220 |
220 |
-21 |
Kuwêt |
Q8 Goya 320 |
320 |
-18 |
|||||||
|
car |
Mobilgear 630 |
207 |
-18 |
car |
Mobilgear 632 |
304 |
-18 |
|||||||
|
car |
Mobilgear XMP 220 |
220 |
-24 |
car |
Mobilgear XMP 320 |
320 |
-18 |
|||||||
|
Molub-Aloy |
MA-90/220 |
220 |
-18 |
Molub-Aloy |
MA-90/320 |
320 |
-15 |
|||||||
|
Optimol |
Optigear BM220 |
233 |
-15 |
Optimol |
Optigear BM320 |
338 |
-15 |
|||||||
|
Petro Kanada |
Ultima EP220 |
223 |
-30 |
Petro Kanada |
Ultima EP320 |
320 |
-21 |
|||||||
|
Legan |
Omala Oil F220 |
220 |
-21 |
Legan |
Omala Oil F320 |
320 |
-18 |
|||||||
|
Texaco |
Meropa 220 |
209 |
-21 |
Texaco |
Meropa 320 |
304 |
-18 |
|||||||
|
Hemî |
Carter EP220 |
220 |
-12 |
Hemî |
Carter EP320 |
320 |
-12 |
|||||||
|
Tribol |
Tribol 1100/220 |
222 |
-25 |
Tribol |
Tribol 1100/320 |
317 |
-23 |
|||||||
|
GB5903-95 |
Malî |
CKC220 |
198 ~ 242 |
-8 |
GB5903-95 |
Malî |
CKC320 |
288 ~ 352 |
-8 |
|||||
|
GB5903-95 |
Malî |
CKD220 |
198 ~ 242 |
-8 |
GB5903-95 |
Malî |
CKD320 |
288 ~ 352 |
-8 |
|||||

Pêvek - Sermaseya Berawirdekirina Petrolê ya Lubricating (PAO Synthetic Lubricating Oil):
|
Liq |
ISOVG |
AGMA |
Şandevan |
Cureyê Rûnê Lubrifkirinê |
Vîskozîtî cSt |
Xala cemidandinê |
|
Liq |
ISOVG |
AGMA |
Şandevan |
Cureyê Rûnê Lubrifkirinê |
Vîskozîtî cSt |
Xala cemidandinê |
||
|
40 ° C |
100 ° C |
40 ° C |
100 ° C |
|||||||||||||
|
220 |
220 |
5EP |
xwedê |
Navxweyî HCLP220 |
220 |
25.1 |
-36 |
320 |
320 |
6EP |
xwedê |
Navxweyî HCLP320 |
320 |
33.9 |
-33 |
|
|
Esso |
Spartan Sentetik EP220 |
232 |
26.5 |
-39 |
Esso |
Spartan Sentetik EP320 |
328 |
34.3 |
-36 |
|||||||
|
Exxon |
Spartan Sentetik EP220 |
232 |
26.5 |
-39 |
Exxon |
Spartan Sentetik EP320 |
328 |
34.3 |
-36 |
|||||||
|
Fuchs |
Renolin Unisyn CLP220 |
221 |
25.8 |
-42 |
Fuchs |
Renolin Unisyn CLP320 |
315 |
33.3 |
-39 |
|||||||
|
Klüber |
Klübesynth EG 4-220 |
220 |
26 |
-40 |
Klüber |
Klübesynth EG 4-320 |
320 |
38 |
-40 |
|||||||
|
car |
Mobilgear SHC XMP 220 |
220 |
28.3 |
-45 |
car |
Mobilgear SHC XMP 320 |
320 |
37.4 |
-39 |
|||||||
|
car |
Mobilgear SHC 220 |
213 |
26 |
-51 |
car |
Mobilgear SHC 320 |
295 |
34 |
-48 |
|||||||
|
Optimol |
Optigear Synthic A220 |
210 |
23.5 |
-36 |
Optimol |
Optigear Synthic A320 |
290 |
30 |
-36 |
|||||||
|
Legan |
Omala Oil HD220 |
220 |
25.5 |
-48 |
Legan |
Omala Oil HD320 |
320 |
33.1 |
-42 |
|||||||
|
Texaco |
Pinnacle EP220 |
220 |
25.8 |
-48 |
Texaco |
Pinnacle EP320 |
320 |
35.2 |
-39 |
|||||||
|
Hemî |
Carter EP / HT220 |
220 |
25 |
-39 |
Hemî |
Carter EP / HT320 |
320 |
33 |
-36 |
|||||||
|
Tribol |
Tribol 1510/220 |
220 |
24.6 |
-42 |
Tribol |
Tribol 1510/320 |
330 |
33.2 |
-39 |
|||||||
|
Tribol |
Tribol 1710/220 |
220 |
- |
-33 |
Tribol |
Tribol 1710/320 |
320 |
- |
-30 |
|||||||
|
Malî |
Dîwarê mezin |
4405/220 |
221.3 |
- |
-42 |
|
|
|
|
|
|
|||||
|
Malî |
Dîwarê mezin |
4406/220 |
225.3 |
- |
-42 |
Malî |
Dîwarê mezin |
4406/320 |
330.5 |
- |
-40 |
|||||

Prensîpa yekser extruder screw
Tewra yekane bi gelemperî di dirêjahiya bi bandor de li sê beşan tête dabeş kirin. Dirêjahiya bi bandor a sê beşan li gorî pîza şûngir û qurmê qurmê tê diyar kirin. Bi gelemperî, ew di nav sêyek yekê de parvekirî ye.
Ji têgeha dawîn a bendera materyalê re beşa veguhastinê tê gotin: pêdivî ye ku materyal li vir were plastîk kirin, lê divê ew were germ kirin û tewandin. Di rabirdûyê de, teoriya ekstrasyona kevn bawer dikir ku materyalê vir şil bû, û dûv re jî îspat kir ku materyal li vir bi rastî Plûfa qayîm e, ango bêje, materyalê li vir piştî ku hatiye tepisandin mîna fîşek zexm e, ji ber vê yekê ew fonksiyona wê heya ku erka veguhastinê xilas bibe.
Ji beşa duyemîn re beşa zexmkirinê tê gotin. Di vê demê de, hêdî hêdî hêlînê gav bi gav ji mezin ber bi mezin ve kêm dibe, û germahî ye ku bigihîje dereceya plastîkkirina materyalê. Li vir, tepisandin ji hêla beşa veguhastinê ya sê ve tê çêkirin, ku ew bi yekê re tê perçiqandin, ku jê re tê gotin rêjeya zexmkirina zirav - 3: 1, hin makîne jî guhertin, û materyalê plastîkkirî yê qedandî dikeve qonaxa sêyemîn.
Dabeşa sêyemîn beşa pîvandinê ye, ku materyal germahiya plastîkbûnê diparêze, bi qasî ku bi pîvankî û pîvankî materyalê helandî wekî pompeya pîvandinê vedigire da ku serê xwe peyda bike, û di wê demê de germahî ji germahiya plastîkbûnê, bi gelemperî hinekî bilindtir, nikare kêmtir be .
Extruder edîtorê teserûfa enerjiyê
Dravdana enerjiyê ya ekstuder dikare bibe du beş: Yek jê beşa hêzê ye û ya din jî beşa germkirinê ye.
Barkirina enerjiyê: Pir inverter têne bikar anîn. Rêbaza teserûfa enerjiyê ew e ku enerjiya bermayî ya motorê xilas bike. Ji bo nimûne, hêza rastîn a motor 50Hz e, û hûn tenê hewce ne ku di hilberandinê de 30Hz ji bo ku têra xwe hilberînin. Enerjiya zêde ya enerjiyê pûç e. Xerckirin, veguherîner ev e ku derketina hêza motorê biguherîne da ku teserûfa enerjiyê pêk bîne.
Di beşa germkirinê de teserûfa enerjiyê: Piraniya teserûfa enerjiyê di germkirinê de teserûfa enerjiyê ye ku ji hêla heater elektromanyetîkî ve ye, û rêjeya teserûfa enerjiyê bi qasî 30% ~ 70% a xeleka berxwedêr a kevn e.
pêvajoya xebatê
Materyalê plastîk ji nav çopê dikeve ekstroderê, û bi zivirîna zîl ve pêş ve tê veguhastin. Di dema tevgera pêş de, materyal bi bermîlê ve tê germ kirin, bi zîl ve tê qutkirin û tê felq kirin da ku materyalê bihele. Ji ber vê yekê, guherînek di navbera sê dewletên rewşa şûşe, dewleta elastik a bilind û rewşa herikîna viskoz de pêk tê.
Di rewşa zextê de, materyal di rewşek herikbar a viskoz de ji mirinê xwedî rengek diyar derbas dibe, û dûv re li gorî mirinê dibe xwedan perçeyek xaçerû û xuyangek devkî. Dûv re tê sar kirin û şekil kirin ku dewletek şûşe çêbibe, û bi vî rengî beşa ku were pêvajo kirin peyda dibe.
Edîtorê pêkhatinê
Di extruder de, bi gelemperî, ya herî bingehîn û herî pirreng extruder-a screw yek e. Ew bi taybetî di nav de: şeş beş: veguhastin, amûra xwarinê, bermîl, zîl, serê makîneyê û mirî.

Beşa veguhastinê
Parçeyek veguhastinê bi gelemperî ji motorek elektrîkê, qutiyek gear kêmkirinê û hilgir pêk tê. Di dema pêvajoya derxistinê de, pêdivî ye ku leza zirav stabîl be û bi guherîna barkêşê re nekare biguhere, da ku kalîteya yeksan a hilbera stendî bidomîne. Lêbelê, di demên cûda de, pêdivî ye ku pêdivî ye ku pêdivî ye ku pêdivî ye ku yek cîhaz dikare plastîkên cûda an hilberên cûda derxîne. Ji ber vê yekê, ev beş bi gelemperî motora AC commutator, motora DC û alavên din bikar tîne da ku bigihîje guhertina leza gavavêtinê, leza ziravê ya giştî 10 ~ 100 rev / min e.
Fonksiyona pergala veguhastinê ajotina zerfê ye, ku tewr û leza ku ji hêla çerxê ve hewce dike di pêvajoya kişandinê de, bi gelemperî ji motorek, Gearbox û bargiranek pêk tê. Di bin pêşanî de ku avahî di bingeh de yek e, lêçûna çêkirina Gearbox-ê bi qasî pîvan û giraniya wê ya derveyî bi rêjeyî ye. Ji ber ku teşe û giraniya Gearbox mezin e, ev tê vê wateyê ku di dema çêkirinê de gelek materyal têne xerckirin, û hirçên têne bikar anîn jî nisbeten mezin in, ku lêçûna çêkirinê zêde dike.
Amûra xwarinê
Piraniya zeviyên firotanê têne pellet kirin, lê lêvek an toz jî dikarin bêne bikar anîn. Amûrên şarjkirinê bi gelemperî hokperek konîk a ku hewcedariya wê bi kêmî ve yek demjimêrê ye bikar tîne. Di binê çerxê de amûrek qutkirinê tête peyda kirin da ku herikîn were verastkirin û birrîn, û qulikek dîtinê û amûrek pîvandinê li kêleka qulikê têne saz kirin. Di heman demê de dibe ku amûrek kêmkirina zextê an amûrek germkirinê jî hebe ku hin pêpelokan nahêle ku şilî ji hewa şil bibe, an jî hin cerjorên di heman demê de dibe ku ji bo xwarin an xwerûkirina otomatîk jî ajîtatorê wan hebe.
Hopper
Hopper bi gelemperî di teşeyek simetrîkî de tê çêkirin. Li rex kêlek pencerek vedibe ku asta maddî û rewşa xwarinê bişopîne. Di binê çerxê de deriyek vebûn û girtinê heye ku mîqdara xwarinê bide sekinandin û sererast kirin. Ji bo pêşî lê were girtin ku toz, şil û pîsî bikevin hundurê topê. Dema ku hilbijartina materyalê çerxê, çêtirîn e ku meriv materyalên sivik, berxwedêr û zirav-hêsan bikar bînin, bi gelemperî aluminium û polayên zengarnegir bikar bînin. Hejmara hoperokê bi mezinahiya extruder û rêbaza barkirinê ve girêdayî ye. Bi gelemperî, mîqdara ekstrasyonê ya extruder ji 1-ê heya 1.5 demjimêran e.

Du awayên rêbazên xwarinê hene: Xwarina desta û xwerûya xweser. Xwarina otomatîkî bi giranî xwarina biharê, xwarina teqînê, xwarina valahiyê, veguhastina kembera veguhastinê û wekî din vedigire. Bi gelemperî, extruderên piçûk bi destan têne barkirin û extruderên mezin bixweber têne barkirin.
Dabeşkirina rêbazên xwarinê
1 Xwarina giraniyê:
Prensîb - Materyal ji hêla giraniya xwe ve dikeve nav bermîlê, tê de xwarina destan, xwarina biharê, û teqandin.
Taybetmendî - avahiyek hêsan û lêçûna kêm. Lêbelê, hêsan e ku meriv bibe sedema xwarina newekhev, ku bandor li kalîteya perçeyan dike. Ew tenê ji bo extruderên mezinahiya piçûk guncan e.
2 Xwarin bi zorê:
Prensîb - Amûrek di nav gozelê de saz bikin ku zexta derveyî li ser materyalê dide, zorê dide materyalê di bermîla extruder de.
Taybetmendî - dikarin diyardeya "pirê" serfiraz bikin, da ku têrkirin jî be. Pîra xwarinê bi navgîniya zincîra ajotinê ve ji hêla pêlika extruder ve tê rêve kirin ku leza xwe bi leza zirav verast bike. Dema ku bendera xwarinê tê asteng kirin, amûra parastina zêdebar dikare were çalak kirin, bi vî awayî ji zirara cîhaza xwarinê dûr bikeve.
Fîşek
Bi gelemperî, ew bermîlek materyalê metal e ku ji polayê alloy an boriya polayê ya pêkhatî ya ku bi polayê alloy ve hatî pêçandin. Taybetmendiyên wêyên bingehîn berxwedana germahî û tansiyonê, berxwarbûna bihêz û berxwedana zirav in. Bi gelemperî, dirêjahiya bermîlê 15 heya 30 carî diameter wê ye, û dirêjahî wisa ye ku materyal bi têra xwe bi yeksanî tê germ kirin û plastîk kirin. Pêdivî ye ku bermîl qalindî û hişkiya wê bes be. Pêdivî ye ku hundur hûr be, lê hin bermîlan bi zilfên cûrbecûr hatine xemilandin ku bi plastîkê re têkel zêde bibe. Heaterên elektrîkî, alavên kontrolkirina germahiyê û pergalên sarbûnê li derveyî bermîlê bi berxwedêr, induktor û amûrên din ên germkirinê têne peyda kirin.

Di bermîlê de sê formên materyalê hene:
(1) bermîla entegre
Methodê pêvajoyê - li ser tevahiya materyalê tête kirin.
Pêdivî - hêsan e ku meriv rastîniya çêkirina bilind û rastbûna civînê misoger bike, dikare karê civînê hêsan bike, sîlînder bi yeksarî tê germ kirin, û sepanên bêtir.
Dezavantaj - Ji ber dirêjahiya bermîla mezin û hewcedariyên pêvajoyê yên mezin, hewcedariyên ji bo alavên pêvajoyê jî pir hişk in. Rûbera hundirîn a bermîlê piştî şûştinê tamîrkirin dijwar e.
(2) Madeya têkel
Rêbaza pêvajoyê - bermîl di çend merheleyan de tê xebitandin, û dûv re jî beş bi flanges an formên din ve têne girêdan.
Avantajên - pêvekêşana hêsan, hêsan guhertina rêjeya aliyî, bi piranî ji bo guherandina rêjeya aliyî ya zîl tê bikar anîn.
Dezavantaj - Pêdiviyên rastbûna bilind a pêvajoyê, ji ber gelek beşan, dijwar e ku meriv hevrêziya her perçeyê misoger bike, girêdana flange yekbûna germbûna bermîl dişkîne, windabûna germê, mîhengên pergala germ û sarbûnê û domandinê zêde dike Zehmettir
(3) Bermîla Bimetallic
Rêbaza pêvajoyê - Li hundurê bingeha polayê karbonê ya asayî an polayê avêtî qatek ji materyalê polayê alloy têxe an jî bavêje. Ew ne tenê pêdiviyên materyalê yên bermîlê peyda dike, lê di heman demê de materyalên hêja yên metal jî rizgar dike.

1 Qertafê Bushing: Qertelê bi pola alloyek alloyî ya ku tête veguheztin ve tête barkirin. Sazkirina metalên hêja, bushing dikarin bêne guhertin, û temenê bermîl zêde dibe. Lê sêwiran, çêkirin û civandina wê aloztir in.
2 Bermîla avêtinê: Qatek ji alloyê bi qasî 2 mm stûr li ser dîwarê hundirîn ê bermîl bi centrifugal tê avêtin, û dûv re bi hundurê dirûnê de qewareya hundurîn a bermîl tê girtin. Qata alloy bi bingeha bermîlê ve girêdayî ye, û girêdana bi dirêjahiya axî ya bermîlê bi rengek yekgirtî ye, meyla wê tune ye ku jê biqeşe, naşikê, performansek berbiçav a berbiçav heye, û xwedî berxwedanek mezin e. jiyana dirêj.
1) Girova dirêjahî ya dîwarê hundirîn ê beşa xwarina bermîl vebûye
Ji bo ku rêjeya veguhastina zexm zêde bibe, yek rêbaz ew e ku bi teoriya veguhastina zexm hevoka frikasyona rûyê sîlînderê zêde bibe. Rêbazek din ev e ku bi riya beşa çargoşe perpendîkular a bi eksê şûşê qada madeyê li bendera xwarinê zêde bike. Di dîwarê hundurîn ê beşa şûştina bermîl û dirûvê dîwarê hundurîn ê qismê beşa xwarinê de ku li nêzîkê bendera şîvê çêdibe çêbûna dirbek dirêjî taybetmendiyên her du rêbazan in.
2) Bermîla beşa xwarinê ya sarbûna bi zorê
Di heman demê de rêbazek heye ku zêdebûna hişkiya barkirî zêde bike. Ew sarbûna bermîla beşa xwarinê ye, armanc ew e ku germahiya materyalê ku di binê nermalav an xala helandinê de were veguhastin bimîne, da ku ji xuyangkirina fîlima melzê dûr bikeve da ku milkê tîrêjiya hişk a materyalê bidomîne.
Bi rêbaza jorîn, karîgeriya veguhastinê ji 0.3 ber 0.6 zêde dibe, û mîqdara ekstrasyonê ji guherînên zexta serî re kêmtir hesas e.


Screw dilê extruder e û rêgezek bingehîn a extruder e. Performansa zirav hilberîneriyê, kalîteya plastîkbûnê, belavbûna dagirtî, germahiya helandinê, vexwarina hêzê û hwd ya ekstuder diyar dike. . Ew beşa herî girîng a extruder e, ku dikare rasterast bandorê li serlêdana sepanê û bandora hilberîna extruder bike. Zivirandina zirav li ser plastîkê zextek giran dike. Plastîk dikare ji tevliheviya di sîlînderê de tevbigere, zextê bike û hinek germ peyda bike. Di dema tevgera sîlîndêr de plastîk tê têkelkirin û plastîkirin, û rewşa herikîna zirav Hêlîn dema ku tê extrud kirin tê teşe kirin da ku bi mirinê re biherike da ku şiklê xwestî bistîne. Mîna bermîl, şûngir jî ji alloyek berxwedêr, germ û zirav çêkirî ye.
Ji ber cûrbecûr plastîk, taybetmendiyên wan jî cûda ne. Ji ber vê yekê, di operasyona rastîn de, ji bo ku li gorî hewceyên pêvajoyên plastîk ên cihêreng biguncin, cûreyên pêlên hewce cûda ne, û avahî jî cuda ne. Ji bo ku bandorkirina plastîkan herî zêde bikin ku veguhastin, extrusion, tevlihevkirin û plastîkkirin zêde bikin.
Wêne çend qurişên gelemperî yên gelemperî nîşan dide. Parametreyên bingehîn ên ku taybetmendiyên zirav nîşan didin evên jêrîn hene: diameter, rêjeya aliyekê, rêjeya zexmkirinê, zexelî, kûrahiya dirûvê, goşeya helîkasê, paqijkirina zîl û bermîl û wekî wan. Dirêjahiya ziravê ya herî hevpar D bi qasî 45 û 150 mm ye. Her ku dirûvê zirav zêde dibe, kapasîteya pêvekirinê ya ekstraderê li gorî wê zêde dibe, û berhemdariya extruderê bi çargoşe qurmê qurmê D. Bi rêjeya dirêjahiya bi bandor a bi qurmê perçê xebitandina qurmê (bi navgîn ji bo ku rêjeya alî, wekî L / D tê xuyandin) bi gelemperî 18 ~ 25 e. L / D ya mezin dikare belavkirina germahiya materyalê baştir bike, tevlihevkirin û plastîkkirina plastîkan hêsan bike, û herikîn û vegera paşîn kêm bike.



Kapasîteya hilberîna extruder çêtir bikin, pêlika mezin a L / D xwedan adaptasyonek bihêz e û dikare ji bo derxistina plastîkên cihêreng were bikar anîn; lêbelê, dema ku L / D pir mezin be, plastîk dê ji hêla dema germkirinê û qurmê ve bêne xera kirin Gava ku giraniya xweser zêde dibe, dawiya belaş dihele û davêje, ku bi hêsanî dibe sedem ku malzeme di navbera qurm û qurmê de were xêz kirin zirav, û pêvajoya çêkirinê dijwar dike; mezaxtina hêza extruder zêde dibe. Pizrikek ku pir kurt e dibe ku bibe sedema plastîkbûna xirab a hevîrkirinê.
Ji nîvê cûdahiya di navbera qurmê hundurîn ê bermîl û qurmê qurmê de valahiya δ tê gotin, ku dikare li ser berhemdariya extruder bandor bike. Her ku δ zêde dibe, hilberîn kêm dibe. Bi gelemperî, kontrola δ çêtir e ku bi qasî 0.1 heya 0.6 mm ye. δ piçûk e, materyal bi bandorek mezin a birrînê ve tête biderkevtin, ku ji plastîkbûnê sûdwer e, lê δ pir piçûk e, çalakiya qutkirina bihêz bi hêsanî dibe sedema hilweşîna mekanîzmayî ya termîkî ya materyalê, û di heman demê de, pêlav bi hêsanî tê daleqandin an li dîwarê sîlînderê tê pêçandin, û Gava ku δ pir piçûk e, hema hema çuçikek an vegerandina paşîn a materyalê tune, ku heya radeyekê bandorê li ser tevlihevkirina melze dike.
Goşeya helîkes Φ goşeya di navbera têl û beşa çarmîxê ya qurmê de ye. Her ku Φ zêde dibe, berhemdariya extruder zêde dibe, lê bandora qirînê û hêza pêlê ya li ser plastîkê kêm dibe. Bi gelemperî, goşeya helîkatê di navbera 10 ° û 30 pileyî de ye. Di navbêna °, li rex arasteya guherîna dirêjahiya zîl, pirî caran qurmek wekhev bi kar tîne, zeviyê bi qasî diameter digire, nirxa Φ bi qasî 17 ° 41 'e
Rêjeya zexmkirinê çiqas mezin be, ew pîvaza ku plastîk distîne mezintir e. Dema ku girov hindik be, ew dikare ji bo plastîkê rêjeyek qerisî ya mezin, ku ji veguhastina germê ya di navbera dîwarê bermîl û materyalê de bi feyde ye, hilberîne. Karîgeriya tevlihevkirin û plastîkkirina materyalê, hilberîn kêm dibe; berevajî, groove kûr e. Rewş berevajî ye. Ji ber vê yekê, pêdivî ye ku materyalên germ-hestiyar (mînakî polîvînîl klorîd) bi zîlikên kûr ên kûr ve werin bikar anîn; ji bo plastîkên bi vîskozîtyeta melzemê ya kêm û aramiya germî ya zêde (wekî polîamîd), pêdivî ye ku şûşên qulikek kûr werin bikar anîn.

1. Parçebûna qurmê
Gava ku malzeme bi pêş de ber bi pêş ve diçe, ew di guhêrbariyên germahî, tansiyon, vîskozîtî û hwd re derbas dibe. Li gorî taybetmendiyên guhêrbar ên materyalê, zîl dikare li lêzêdekirina (şandin) beşên maddî û zexmkirinê were dabeş kirin. Segman û beşa homojenîzasyonê.
1. Sê dewletên plastîk û plastîkan
Di plastîkan de du celeb termosetkirin û termoplastik hene. Piştî ku plastîkên termosetkirinê çêdibin û sax dibin, ew nayên germ kirin û helandin. Gotara çêkirî ya termoplastik dikare ji nû ve were germ kirin û di nav gotarên din de were helandin.
Her ku germahî diguhere, termoplastik guherînek sê-dewletî ya rewşa cama, dewleta elastik a bilind û rewşa herikîna viskoz çêdike. Guharînên dubare bi germahiyê re, sê dewlet guherînên dubare çêdikin.
yek. Taybetmendiyên cihêreng ên polîmer di dewleta sê-sê de dihele:
Dewleta cam - plastîk wekî hişk hişk xuya dike; Enerjiya tevgera germî piçûk e, hêza navmolîkulî mezin e, deformasyon bi giranî bi deformasyona goşeya girêdanê tê; piştî ku hêza derve tê rakirin, deformasyon yekser tê vegerandin, aîdê deformasyona gelemperî ye.
Dewleta pir elastik - plastîk madeyek mîna lastîk e; deformasyon ji hêla orjînasyona dirêjbûna makromolekular ve ji hêla verastkirina beşa ve hatî çêkirin ve tête kirin, û nirxa deformasyonê mezin e; piştî ku hêza derve tê rakirin, deformasyon dikare were peyda kirin lê bi demê ve girêdayî, ku deformasyonek elastik a bilind e.
Rewşa herikîna vîskos-plastîk wekî melzên pir viskoz xuya dikin; enerjiya germî hêdî hêdî tevgera slip ya molekulên zincîra dijwar dike; deformasyon bêveger e û ji deformasyona plastîkî re ye
b Pêvajoya plastîk û sê-dewlet plastîk:
Di cama plastîk de tê çêkirin. Pêvajoya dirêjkirinê di rewşa elastik a bilind de, wekî nexşeya têlê, derxistina boriyê, dirûvê teqînê û termformasyonê. Di dewleta herikîna viskoz de, ew dikare were pêçandin, rotomolded kirin û derzîkirin were çêkirin.
Gava ku germahî ji rewşa herikîna zirav mezintir be, plastîk dê bi termîkî hilweşe, û dema ku germahî ji rewşa camê kêmtir be, wê plastîk şil bibe. Gava ku germahiya plastîkê ji rewşa herikîna zirav mezintir be an jî ji rewşa camê kêmtir be, termoplastik dibe ku bi giranî xera bibe û hilweşe, ji ber vê yekê dema ku hilberînek plastîk tê de tête kirin an bikar anîn divê ji du herêmên germahiyê dûr werin hiştin.


Profîla derî û pencereyan ji toza PVC-yê hatiye çêkirin. Extruder plastîk Gearbox wekî profîla pencere û derî, û hem jî materyalê xemilandî tê bikar anîn. Bi teknolojiya nûjen û sêwirana çêtirîn, ew xwedan taybetmendiya kapasîteya hilberîna bilind, temen dirêj û plastîk e.
Extruder plastîk Gearbox celebek xeta hilberandinê ye ku ji bo extrusionkirina profîlên plastîk doos û windos û boriyên kabloyê yên ragihandinê yên cross-section, profîlên pêkhatî yên Aluminium-plastîk, û hwd. Ew plastîkkirina stabîl, hilberîna bilind, hêza şewitandinê ya kêm, karûbarê temenê dirêj heye û avantajên din. Profîlên PVC dikarin di pîşesaziya avahiyê û xanî an kargehê de werin bikar anîn.
Lubrifkirin û sarkirin, germkirin
Gears û bearings bi hewzên rûnê û splas rûnê. Ji bilî lubrication splash, ZLYJ qutika gearboxa zexm û li jor hilgir ji bo lubrifkirina gera bi zorê li pergala lubricasyona pompeya rûnê hatine zêdekirin.
Rêjeya rûnê rûnê rûnê tîrêjê ya zexta navîn N220 an rûnê skating-kalîteyek din a bi vîskozîtî ya wekhev e.
Dema ku germahiya dorhêlê ji 0 ° C kêmtir e, boriyek germkirina kehrebayê li hewza rûnê tê zêdekirin da ku rûnê rûnê pêşîn bike.
Dema ku germahiya dorhêlê ji 35 ° C mezintir e, pargîdaniya me li gorî nirxa germahiyê ya ku ji hêla bikarhêner ve hatî peyda kirin hesabê hevsengiya germê pêk tîne da ku destnîşan bike ka alavê sarbûnê zêde dike an na.


ZLYJ gearbox bevel cylindrical Modela gearboxa hişkkirî:
Taybetmendî ev in: ZLYJ112, 133, 146, 173, 200, 225, 250, 280, 315, 330, 375, 420, 450; SJY224, 250, 280, 315; ZSYJ315, 375, 395, 420, 450, 560; 6E, 7E, 8E, 9E, 10E, 12E, 15E, JHM û gearboxa taybetî-pîşesaziya plastîk û lastîkî ya din (dikare ji bo cûrbecûr cerjorên mezin ên ne-standard were xwerû kirin).
Extruder plakaya yekta Extruder plastîk yek tekî ji bo makîna extruder plastîk
Bi Silavên Silav,
Kiraz Zhang (Beşa Firotanê; Miss.)
NER GROUP CO., HENIT
Yantai Bonway Manufacturer Co., Ltd.
Tel: + 86-535-6330966
Mobîl: + 86-18865558975
www.planetary-gearbox.com
https://twitter.com/gearboxmotor
https://www.facebook.com/sogears1993
Viber / Hêl / Whatsapp / Wechat: 008618865558975
E-mail:
Zêdekirin: No.5 Wanshoushan Road Yantai bajarê Shandong, Çîn












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
![]()
Karûbarê çêtirîn ji pisporê ajansa meya veguhestinê ya rasterast bi inbox we re.
Xizmeta me
Get li Touch
Yantai Bonway Manufacturer Co.ltd
ANo.160 Changjiang Road, Yantai, Shandong, China(264006)
T + 86 535 6330966
W + 86 185 63806647